






-
LYBGACNC LYFS2030 3040 3060 4060 3/4/5-осевой
-

LY-870 настольный автоматический олово паяльная машина с цифровым дисплеем 360 ° паять подходит для высокой и низкой частоты трансформаторы индукторы катушки продукты шарико-винтовой 2000W 220V 110V-CW0015-1
-

Ручной портативный настольный промышленный 3D сканер Shining 3d EinScan-SE Высокая точность-TD0005
-

380V CNC сверлильный станок автоматический сверлильный станок многоотверстие сверлильный станок-GSJ1087
-

Полный автоматический 4 возглавлял Pick Place машина-TPJ1009
-

JD-5500C JSDA 35000 об/мин 120 Вт большой мощности ногтей дрель педикюр маникюр фрезерный станок-BG5500
-
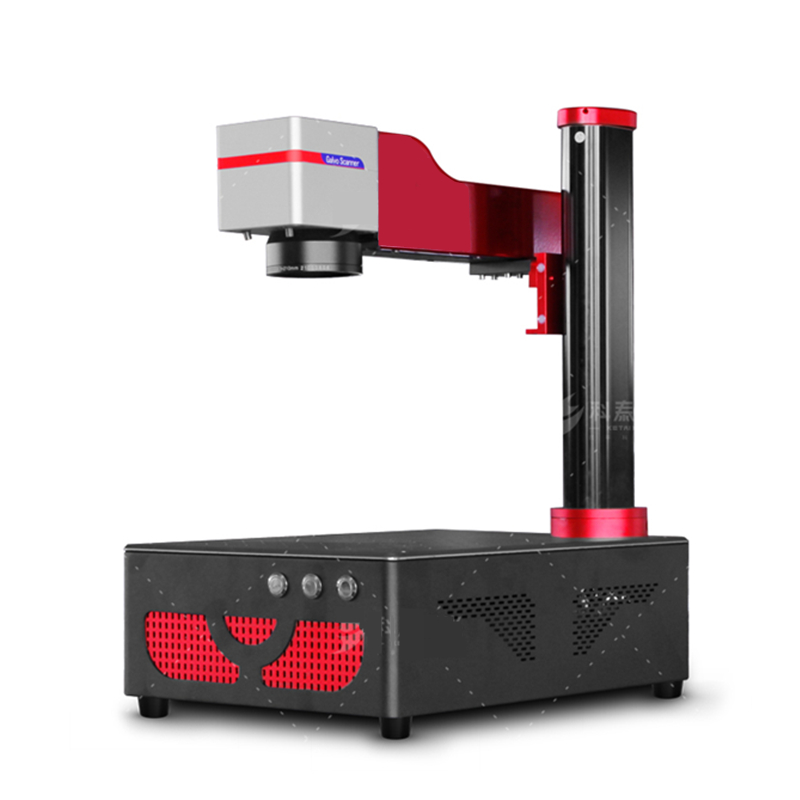
LY настольный мини все в одном оптическом волоконном лазере таблички маркировки машины с Sino-Galvo RC1001 гальванометр двойной красный точки функция совместима-L30031
-
Разобранный LY настольный мини волоконный лазерный маркировочный станок обновление оси вращения оси качения ролика 20W 30W 50W гравировальный станок по металлу для ПВХ пластика нержавеющей стали мультфильм пакет-DBJ2201
-

LY супер мини настольный волоконный лазерный шильдик маркировки машина 20 Вт 30 Вт для металла гравер гравировки ПВХ пластик нержавеющая сталь мультфильм пакет BSL программное обеспечение мобильный APP компьютер двойного использования 220 В 110 В-L30512-1
-

Оригинальный AD-982 полуавтоматический паяльной пасты жидкого клея дозатор контроллер машина-GD0982-1
-
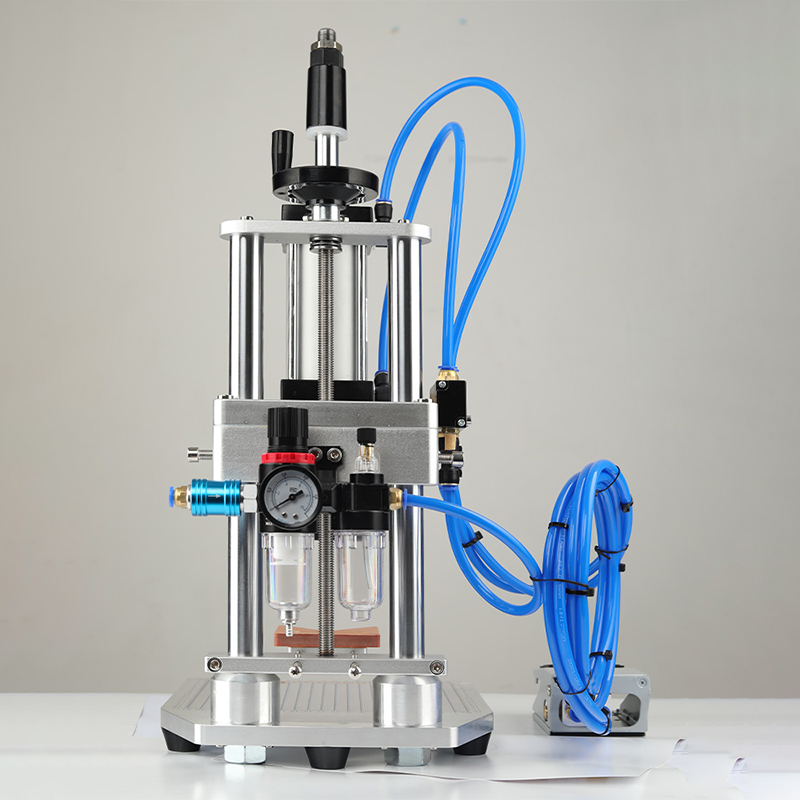
Пневматическая запечатанная машина крышки-FZJ1016
-

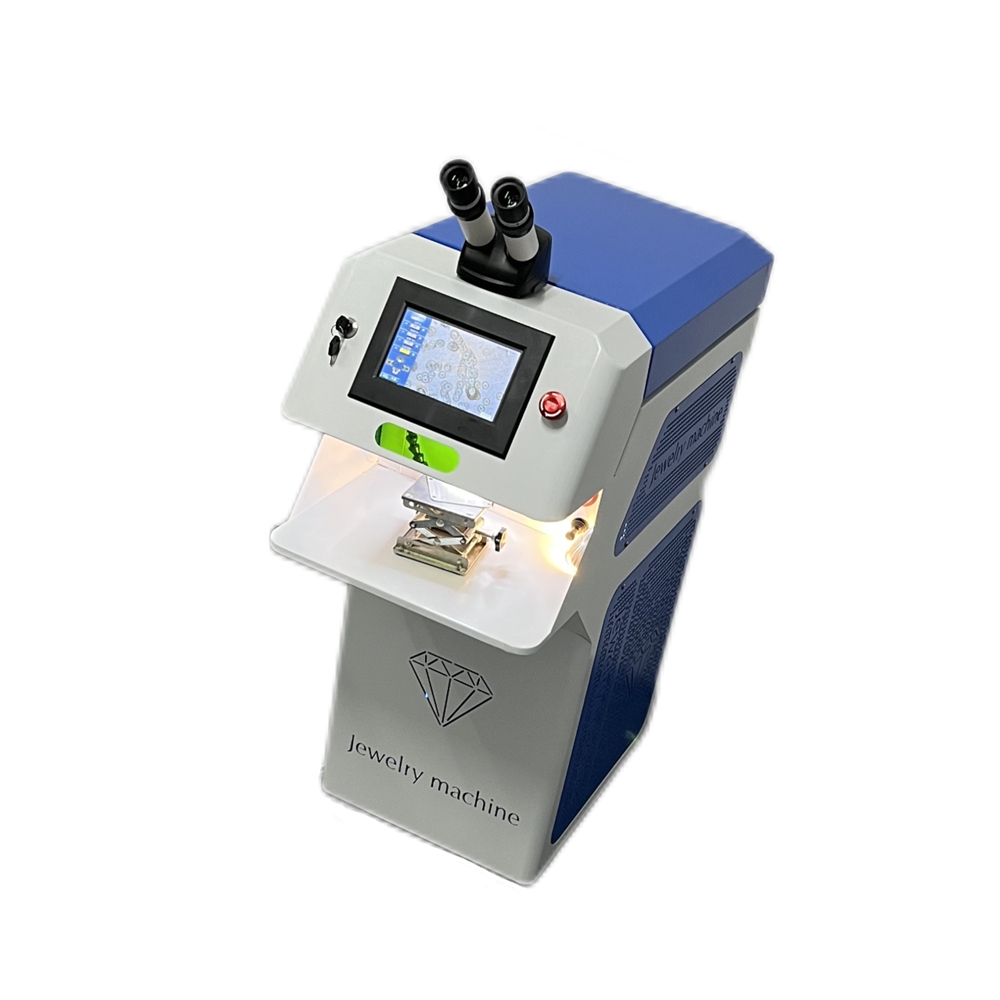
Ювелирные изделия точечной сварки машина ND YAG лазерный сенсорный экран 60W 100W 150W 200W MINI лазерной пайки с CCD системы управления микроскопом для золота серебро цепи кольцо кулон зубной протез-LY25055
-

3020 Мини маршрутизатор с ЧПУ гравер/фрезерный станок-CH1002
-

Модернизированный SWT-608-HT2N HT2S пилинг стриппинг резки машина для компьютера автоматический провод полосы стриппинг машина 0.1-10mm2 AWG7-AWG28 220V 110V дополнительный сенсорный экран управления-SW0033-1
-

Маршрутизатор с ЧПУ 6040Z/гравировальный сверлильно-фрезерный станок-CH1019
-

S&A охлаждал воздухом охладитель процесса S&A CW-5300 серии для гравировального станка лазера CO2-L40004-1








T-600 T-700 Сверлильный и резьбонарезной центр с водяным охлаждением Фрезерный станок с ЧПУ-GSJ1101
SKU:GSJ1101
T-600 T-700 Сверлильный и резьбонарезной центр с водяным охлаждением Фрезерный станок с ЧПУ Обрабатывающий центр Сверление, нарезание резьбы и фрезерование поверхности Прямой переход 20000 об/мин Поперечное перемещение по оси Z 350 мм
Описание
маркер
T-600
| Артикул | T600 - Спецификация | |
| Верстак | Размер стола (Д*Ш) | 600*400 мм |
| Диапазон обработки | 600*400 мм | |
| Размер Т-образного паза (расстояние между центрами*ширина паза*количество пазов) | 125*14*3 мм | |
| Максимальная нагрузка на стол | 300 кг | |
| Шток | Ход оси X/Y/Z | 600*400*350мм |
| Шпиндель до поверхности стола | 150-480мм | |
| Центр шпинделя к направляющей поверхности колонны | 405 мм | |
| Шпиндель | Конусность шпинделя | BT30 национальный стандарт |
| Скорость вращения шпинделя | 20000rmp | |
| Диаметр шпинделя | 100 мм | |
| Режим привода шпинделя | Прямой стык | |
| Двигатель | Двигатель шпинделя | 5,5 кВт |
| Крутящий момент | 35 Н.м | |
| Скорость подачи | Подача на резание (ось X/Y/Z) | 12000/ 12000/ 12000 мм/мин |
| Быстрая подача (ось X/Y/Z) | 48000/ 48000/48000мм/мин | |
| Прецизионный | Точность позиционирования | 0,015 мм |
| Точность повторного позиционирования | 0,01 мм | |
| Автоматическая система смены инструмента | Количество инструментов | 21T |
| Способ смены инструмента | Тип зажимного рычага | |
| Макс. диаметр инструмента | φ60 ( φ80 воздушное пространство) мм | |
| Макс. длина инструмента | 250 мм | |
| Макс. вес инструмента | 3Смещение/10Полная нагрузка кг | |
| Время смены инструмента | 1,75 (T-T) с | |
| Другие | Необходимое давление воздуха | 0.35-0. 6 кг/см |
| Максимальная скорость обработки | 10000 | |
| Насос охлаждающей жидкости | 370w | |
| Потребляемая мощность | 13ква | |
| Вес станка | 2000 кг | |
| Площадь помещения (L*W*H) | 1900*2500*2500мм (с баком для воды) | |
T-700
| Артикул | T700-Спецификация | |
| Верстак | Размер стола (Д*Ш) | 700*420 мм |
| Диапазон обработки | 700*400 мм | |
| Размер Т-образного паза (расстояние между центрами*ширина паза*количество пазов) | 125*14*3 мм | |
| Максимальная нагрузка на стол | 300 кг | |
| Шток | Ход оси X/Y/Z | 700*400*350мм |
| Шпиндель до поверхности стола | 150-480мм | |
| Центр шпинделя к направляющей поверхности колонны | 415 мм | |
| Шпиндель | Конусность шпинделя | BT30 |
| Скорость вращения шпинделя | 20000рмп | |
| Диаметр шпинделя | 100 мм | |
| Режим привода шпинделя | Прямой тип соединения | |
| Двигатель | Двигатель шпинделя | 5. 5 кВт |
| Крутящий момент | 35 Н.м | |
| Скорость подачи | Подача на резание (ось X/Y/Z) | 1000/12000/12000mm/min |
| Быстрая подача (ось X/Y/Z) | 48000/48000/48000mm/min | |
| Прецизионный | Точность позиционирования | 0. 015 мм |
| Точность повторного позиционирования | 0. 01 мм | |
| Автоматическая система смены инструмента | Количество инструментов | 21T |
| Способ смены инструмента | Тип зажимного рычага | |
| Макс. диаметр инструмента | φ60 (φ80 воздушное пространство) мм | |
| Макс. длина инструмента | 250 мм | |
| Макс. вес инструмента | 3 смещенная нагрузка/10 полная нагрузка кг | |
| Время смены инструмента | 1,75 (T-T) с | |
| Другие | Необходимое давление воздуха | 0.35-0. 64 кг/см |
| Максимальная скорость обработки | 20000 мм/мин | |
| Насос охлаждающей жидкости | 370w | |
| Потребляемая мощность | 16ква | |
| Вес станка | 2800 кг | |
| Площадь помещения (L*W*H) | 20000*2500*2500 мм (включая бак для воды) | |
Сменщик инструментов с сервоприводом зажимного рычага
Устройство для смены инструментов с зажимным рычагом для инструментов 8/16/21
1. Эффективно расширяет диапазон выбора обрабатывающего инструмента, двигатель распределительного вала привода заменен на сервопривод
2. Быстрая замена инструмента на самом большом расстоянии без зон остановки
3. Оптимизация инструментального магазина и идеальная координация с движением по оси Z значительно сокращают время смены инструмента от реза к резу
Высокоскоростной шпиндель
До 12000 об/мин для стабильной и эффективной обработки
Шпиндель с прямым подключением и шпиндель с ременной передачей доступны для удовлетворения различных потребностей в обработке
Стол для оси XY
Защитный кожух оси X состоит из двух частей и полностью подвижен, что позволяет реализовать большой ход, небольшое пространство, быстрое и плавное перемещение.
Защитное устройство оси Y выполнено в виде цельной полностью закрытой конструкции, простой и надежной.
Оси XY оснащены прецизионными шариковинтовыми парами, прецизионными линейными направляющими и радиально-упорными подшипниками P3.
Оптимизация оси подачи XY (20 м/мин) осуществляется с помощью технологии управления HRV, трансформация для улучшения динамических характеристик метода, использование увеличения соотношения для улучшения динамических характеристик оси подачи метода применимо к высокоскоростным мобильным станкам, выходная скорость серводвигателя не достигает номинальной скорости корпуса, путем увеличения соотношения может быть улучшена, чтобы соответствовать производительности.
Оптимальное ускорение в зависимости от нагрузки
(При максимальной нагрузке)1 .4G/1.1G
(При нагрузке 150 кг) 2.0G/1.3G
Шариковая направляющая, подходящая для всех осей
Применение шариковых направляющих с отличными характеристиками значительно снижает шум, возникающий при транспортировке, а также обеспечивает отличную скорость транспортировки и сокращает время отсутствия резки. В частности, она минимизирует степень повреждения поверхностей скольжения и направляющих и сохраняет точность даже после длительного использования.
Шариковые винты
Шариковинтовые пары предварительно оснащены прецизионными радиально-упорными подшипниками, закрепленными с обоих концов, чтобы уменьшить расширение под воздействием температуры и уменьшить осевой зазор при перемещении. Кроме того, они могут быть напрямую подключены к серводвигателю для осуществления точной передачи вала.
Мощное сопло
Оснащенный мощным устройством кольцевой коробки, он может удовлетворить процесс охлаждения и штамповки, необходимый для ежедневной работы.
Интегрированная пневматическая плата
Шпиндель, магазин инструментов, пневматические компоненты и т.д. интегрированы и управляются в четкой схеме для удобства эксплуатации.
Детали партии
Инструменты для обработки
Стремясь к бесконечной производительности, скорость обработки становится все более экстремальной.
Оптимальное время управления
Ускоренное время запуска и остановки шпинделя
Оптимальное перемещение стойки
Увеличение ускорения оси Z минимизирует время смены инструмента и увеличивает скорость примерно в 2 раза
Улучшенный планер
Все структурные компоненты были оптимизированы с помощью анализа методом конечных элементов (FEA).
Element Analysis (FEA), с использованием чугуна в нужных местах для максимальной жесткости и отличной обработки.
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
")
связаться с нами
Сопутствующие популярные продукты

Ультразвуковой пластиковый сварочный аппарат Двойная насадка ультразвукового сварочного оборудования 28KHZ ультразвуковой сварочный аппарат 700-1800W пластиковый точечный сварщик алюминий магний титановый сплав сварочная головка Подходит для автомобильного интерьера, фермы-DHJ2102
SKU:DHJ2102 Ультразвуковой пластиковый сварочный аппарат точечный сварщик 28KHZ ультразвуковой сварочный аппарат 220V сплава сварочная головка интеллектуальный дисплей 700-1800W точный контроль температуры автоматическая защита https://cdn.cnyandex.com/lygroupchina/uploads/视频-10.mp4

LY полный автоматический настольный числовой контроль машина для розлива жидкости 11A 11B 11D 11AW одиночный двойной четыре головы-GZJ1003-1
SKU:GZJ1003-1 LY полный автоматический настольный числовой контроль машина для розлива жидкости 11A 11B 11D 11AW одиночный двойной четыре головы Для безалкогольных напитков Вино Уксус Соевый соус Фруктовый сок Парфюмерия Средства ухода за кожей Раздельная зарядка 220V 110V https://cdn.cnyandex.com/lygroupchina/uploads/小型纯液体灌装机酱油醋白酒饮料矿泉水全自动智能称重定量分装机-淘宝网.mp4

DIY разобранный LY тип рамы шкива ремня машина лазерной резки гравировки-L10501-1
SKU:L10501-1 DIY разобранный LY тип рамы шкива ремня машина лазерной резки гравировки 455NM 10W автономный комплект управления Размер A0 A1 A2 A3 A4 A5 Поддержка Web Wifi Android APP С воздушным насосом Дополнительно 20W Как обновление

Пневматическая ручная цифровая машина переноса тепла дисплея 150x150mm-OT0101
SKU:OT0101 Пневматическая ручная цифровая машина переноса тепла дисплея 150x150mm Машина принтера сублимации переноса теплового пресса качания прочь для футболки DIY https://cdn.cnyandex.com/lygroupchina/uploads/烫画机热转印压烫机T恤印花视频.mp4
LY мини YAG лазер 300W супер мощность 150J сенсорный экран ювелирных изделий точечной сварки машина микро лазерной пайки-L30100-1
SKU:L30100-1 LY мини YAG лазер 300W супер мощность 150J сенсорный экран ювелирных изделий точечной сварки машина микро лазерной пайки Для золота серебра цепи кольцо кулон зубной протез с HD CCD микроскоп встроенный воздух охлаждения системы https://cdn.cnyandex.com/lygroupchina/uploads/戒指工作视频-2.mp4

Аккумуляторная машина точечной сварки 3KW высокая мощность литиевых батарей пакет никель полоса сварки точность импульс сварщик для 18650 32650-DHJ2025
SKU:DHJ2025 Аккумуляторная машина точечной сварки Сварщик пятна батареи высокой мощности 18650 литиевые батареи контактной сварки 3KW точность импульса никель полосы точечной сварки машина https://cdn.cnyandex.com/lygroupchina/uploads/video-42.mp4
Оригинальный AD-982 полуавтоматический паяльной пасты жидкого клея дозатор контроллер машина-GD0982-1
SKU:GD0982-1 Оригинальный AD-982 полуавтоматический паяльной пасты жидкого клея дозатор контроллер машина 220V или 110V

LY-500Q Мини настольный автоматический миксер паяльной пасты из нержавеющей стали 500 г-QT0088
SKU:QT0088 LY-500Q Мини настольный автоматический миксер паяльной пасты из нержавеющей стали 500 г Для SMT использования с функцией установки времени https://cdn.cnyandex.com/lygroupchina/uploads/使用视频-1.mp4

Мини рамка CNC гравера фрезерного станка для DIY 3020-CJ1001
SKU:CJ1001 Мини рамка CNC гравера фрезерного станка для DIY 3020

Автоматическая рулонная бумага пневматическая машина горячего тиснения Бронзирование машины горячего тиснения пневматическая машина тиснения с горячим тиснением фольги позолоченной бумаги HS фольги для автоматического кодирования даты печати-TJJ614
SKU:TJJ614 Автоматическая рулонная бумага пневматическая машина горячего тиснения Кожа тиснение логос индентирование визитная карточка подарочная коробка пластиковые дерево брендинг машина для автоматического кодирования дата печати https://cdn.cnyandex.com/lygroupchina/uploads/video-31.mp4

Ювелирные изделия полировка шлифовальный станок-DM0011
SKU:DM0011 Ювелирные изделия полировка шлифовальный станок С пылесборником мини шлифовальный мотор полировщик машина https://cdn.cnyandex.com/lygroupchina/uploads/VIDEO-12.mp4

Портативная телескопическая лестница-ZXL2004
SKU:ZXL2004 Портативная телескопическая лестница Складные нескользящие алюминиевые лестницы телескопические лестницы елочка лестница шаг лестница прямая лестница https://cdn.cnyandex.com/lygroupchina/uploads/video-2-9.mp4

S&A Двухконтурный технологический водяной охладитель CWFL 1000 серии систем охлаждения-L40012-1
SKU:L40012-1 S&A Двухконтурный технологический водяной охладитель CWFL 1000 серии систем охлаждения Для системы лазерной резки с волоконным лазером мощностью 1 кВт https://cdn.cnyandex.com/lygroupchina/uploads/Dual-Circuit-Process-Water-Chiller-CWFL-1000-for-1KW-Fiber-Laser-System.mp4

Мини CNC Router гравер 3040 USB 500W фрезерный станок 4030-CB1104
SKU:CB1104 Мини CNC Router гравер 3040 USB 500W фрезерный станок 4030 https://cdn.cnyandex.com/lygroupchina/uploads/3040-500W-雕刻PVC板-视频.flv

Машина горячего тиснения клеймение маркировка запечатывание машина-FZJ1003
SKU:FZJ1003 Машина горячего тиснения клеймение маркировка запечатывание машина https://cdn.cnyandex.com/lygroupchina/uploads/122.mp4

100×20 мм портативная гравировальная ручная электрическая сенсорная маркировочная машина-CQ1022
SKU:CQ1022 100×20 мм портативная гравировальная ручная электрическая сенсорная маркировочная машина для таблички Номер цилиндра Номер рамы Плоттер https://cdn.cnyandex.com/lygroupchina/uploads/video-86.mp4